Приглашаем на работу инженеров-проектировщиков, имеющих опыт работы в области промышленной автоматизации в проектных институтах или на производстве.
Продолжается набор групп на постоянно действующие курсы повышения квалификации по специализации "АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ОБОРУДОВАНИЯ" на базе Вятского государственного университета в оснащённых лабораториях. Стенды изготовлены на базе оборудования для промышленной автоматизации компании ОВЕН (Москва). Выдаются дипломы о прохождении курсов повышения квалификации. Мокрушин Сергей Александрович 8 905 870 9706
1. Система автоматического управления автоклавом

Система управления обеспечивает:
- автоматическое управление процессом стерилизации (пастеризации) консервов;
- ввод и редактирование формулы стерилизации (пастеризации);
- индикацию и регистрацию текущих значений температуры, давления и времени;
- выдачу звукового сигнала при аварийном состоянии системы;
- возможность подключения ПК для регистрации и архивирования данных температуры и давления в автоклаве в процессе стерилизации (пастеризации);
- возможность ручного управления автоклавом;
- необходимые блокировки для обеспечения безопасной работы автоклава.

Система реализована на программируемом логическом контроллере ОВЕН, что позволяет легко адаптировать ее к любому типу автоклавов (отечественных и импортных) и любому виду стерилизации (пастеризации) продукции (паровая, паро-воздушная).
Более подробную информацию можно получить здесь.
Отзыв на работу системы управления вы можете посмотреть здесь.
2. Система автоматического управления блок-формы для производства пенополистирола блочного


Щит системы автоматического управления блок-формы предназначен для управления, как в ручном, так и в автоматическом режиме процессом спекания пенополистирола блочного.
Открывание и закрывание двери блок-формы, клапанов загрузки и выталкивание из блок-формы готовой продукции производится при помощи пневматических цилиндров. Набор необходимой температуры в блок-форме производится при помощи пара. Удаление влаги из готового продукта производится при помощи вакуума.

Система реализована на программируемом логическом контроллере ОВЕН, что позволяет реализовать любой необходимый алгоритм работы блок-формы. Для управления, наладки и мониторинга системы управления блок-формы используется цифровая панель оператора ОВЕН ИП320.
Система управления оснащена ручным дублированием всех необходимых для технологического процесса операций и позволяет работу в автоматическом, полуавтоматическом и ручном режиме работы. Выполнение каждой операции можно контролировать по световой индикации на щите управления и на исполнительных механизмах (пневматических цилиндрах).
3. Модернизированная система автоматического управления блок-формы для производства пенополистирола блочного

Данная система была спроектирована с учетом опыта эксплуатации внедренной системы управления блок формы для производства пенополистирола. Основным отличием новой системы является более удобное расположение органов управления. Также в связи с изменениями в технологическом процессе была доработана программная и аппаратная часть системы управления. Сам щит управления выполнен в виде металлической тумбы, внутри которой расположены монтажные панели, а сверху панель управления
 |
 |
 |
| Среда программирования CodeSys | Монтажная панель | Панель управления |
4. Модернизация пресса вулканизационного гидравлического 100-400 2Э
 <- Фото ЩУ до модернизации.
<- Фото ЩУ до модернизации.
Пресс предназначен для формования и вулканизации изделий из резиновых и резиноасбестовых смесей. Применяется при мелкосерийном производстве формовых резинотехнических изделий типа манжет, колец, втулок, роликов и т.д.
Область применения – предприятия, кооперативы, лаборатории, заводы РТИ, где требуется мелкосерийное производство нестандартных резинотехнических изделий.
Пресс оснащен тремя нагревательными плитами, образующими 2 рабочих этажа.
Максимальная рабочая температура 250°С, привод движения - гидравлический.
Пресс обслуживается с одной стороны. Для подъема пресс-форм на среднюю плиту имеется подъемный стол с пневматическим приводом.
 <- Фото ЩУ после модернизации.
<- Фото ЩУ после модернизации.
В процессе модернизации были выполнены следующие усовершенствования:
- организовано управление процессом на специализированном контроллере;
- коммутация электропривода насоса гидравлической системы и нагревательных элементов выполнена на бесконтактных полупроводниковых элементах;
- регулирование температуры организовано на микропроцессорных измерителях-регуляторах ОВЕН ТРМ1А.
5. Система управления варочными котлами
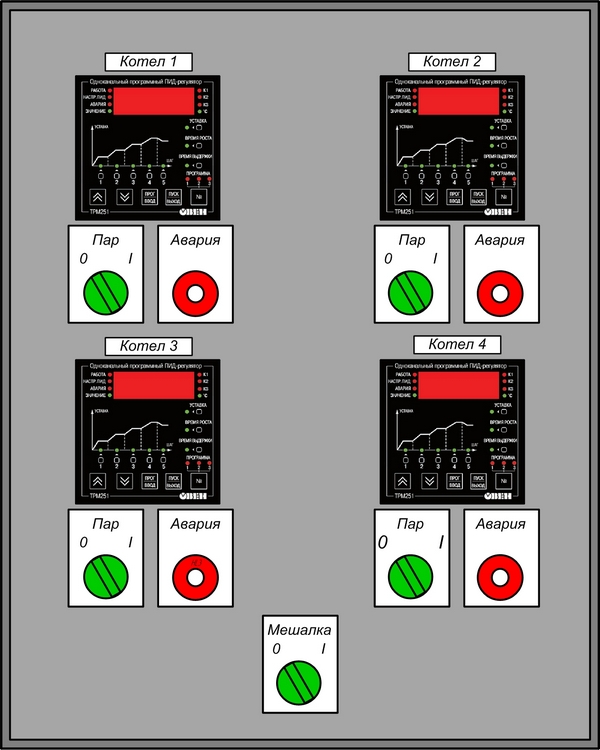
Основным элементом разработанной системы управления является одноканальный программный ПИД-регулятор ОВЕН ТРМ251. Система управления варочными котлами выполняет нагрев котла и выдержку температуры заданное время, позволяет задавать и сохранять различные режимы варки, а также архивировать технологические данные. Для реализации сохранения данных использован преобразователь интерфейсов ОВЕН АС4 и SCADA-система Owen Process Manager (OPM).
Более подробная информация здесь.